Design Process
While many of the components were pre-specified, such as the crankshaft and piston parts, the following were custom-designed: flywheel, hub, balance weight, bedplate, and base.
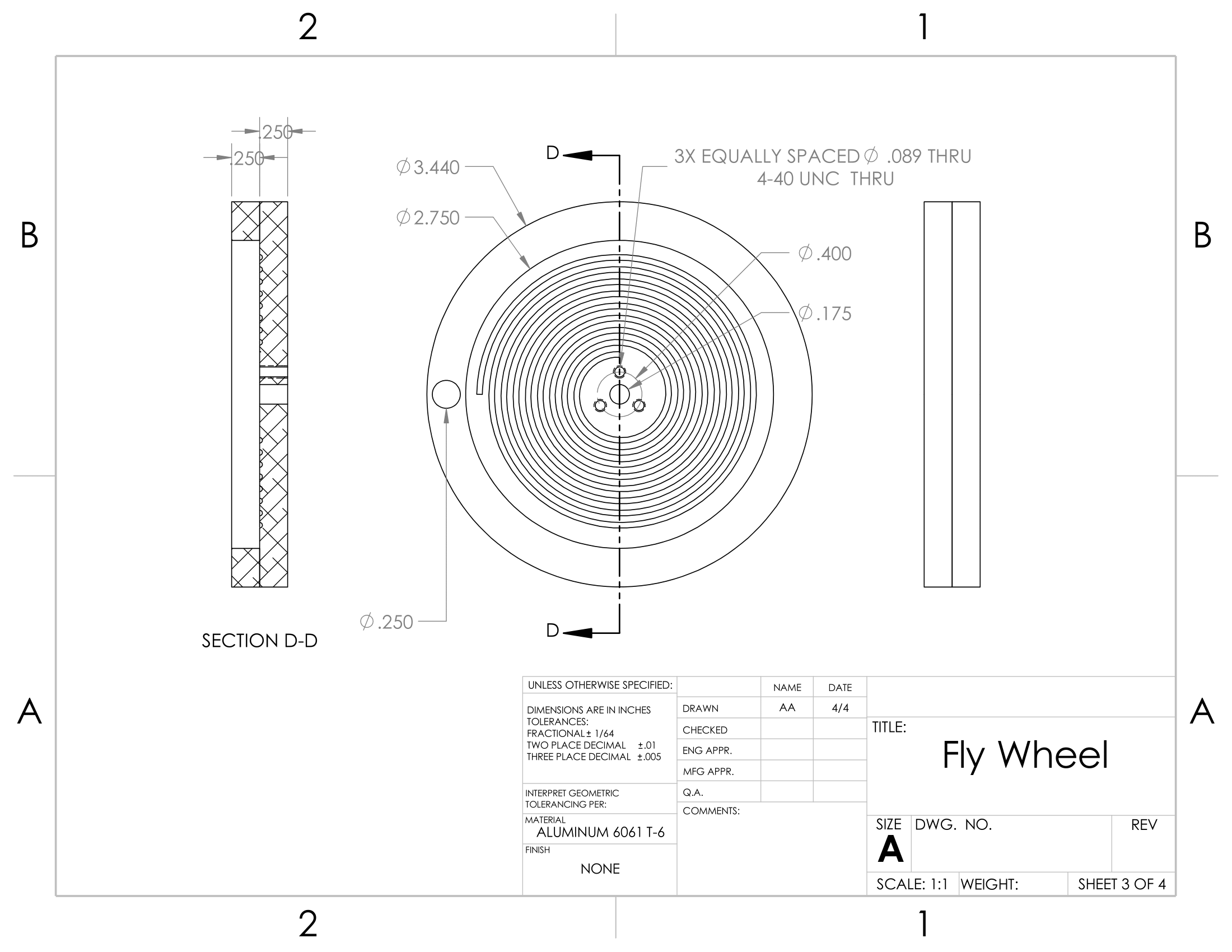
I had no functional requirements with the base, bedplate, and flywheel beyond the mounting holes and basic weight/inertial stability, so I designed them with a spiral motif.
The balance weight was designed using COM analysis in SolidWorks to ensure stability, and the hub was designed to couple the crankshaft and flywheel rotationally.
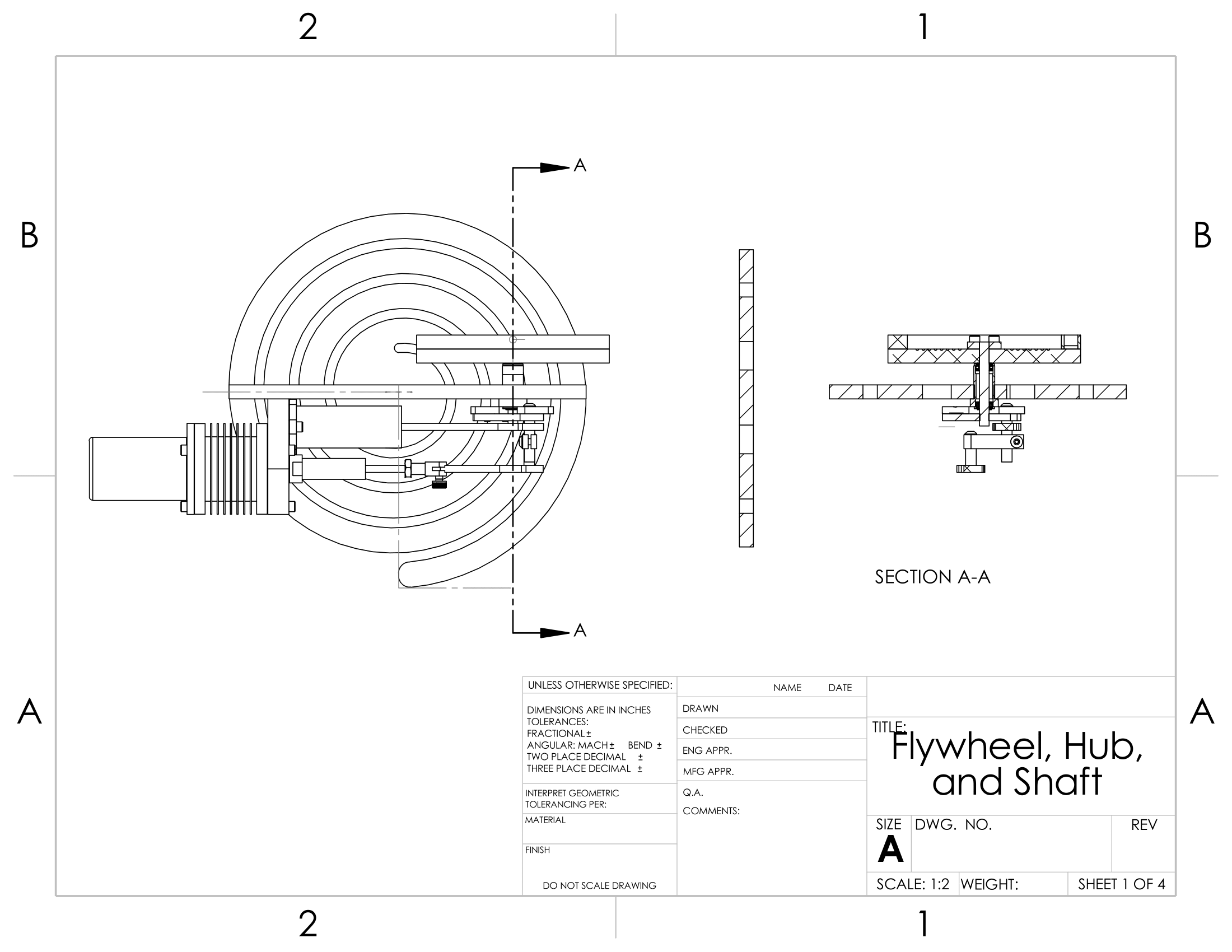
Flywheel hub and shaft work
Completed flywheel and hub assembly
